加工电机外壳时候应提高精度要求
发布日期:2018-07-02 作者:翊成网络g 点击:
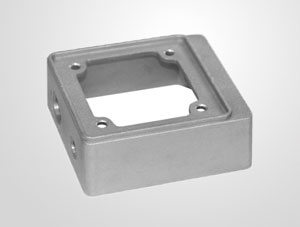
电机外壳在按照图纸加工过程,因为机壳壳体关键部位相关的加工精度很高,为达到尺寸要求,电机壳在切削加工时对程序做出了相应的设置以满足相应的精度要求。做好的每个细节至关重要,对加工电机壳时对于低精度或者容易忽略的环节,我们加工时应提高精度要求。

影响电机机壳加工精度的原因:
1、加工过程中,由于筒身零件属于薄壁套类零件,装夹刚性及加工刚性均较差,容易产生振动,导致部分尺寸超差;
2、机床冷却系统故障,导致工件加工过程中持续高温,产生热变形;
3、机床主轴轴承存在问题,振动剧烈,影响尺寸精度;
4、内孔深度尺寸较长,内孔刀具伸出长度过长,没有适当的装夹系统导致内孔表面出现振纹等。
改进电机机壳加工精度的措施:
1、采用其他装夹方案增加装夹刚性,例如:芯轴;
2、维修机床;
3、在能完成加工的前提下,选用刀杆直径更大的内孔车刀,并使用内孔刀具装夹。
目前,国内外工业应用的半固态金属铸造主要是指触变铸造,在车身框架结构中应用较多。触变铸造作为一种精密成形方法,成形后工件强度高,且能实现复杂形状的一次成形。利用它可以实现大批量生产各种无切削或极少切削的零件,减少零件数量。

电机外壳铝合金车身框架结构的连接件多用铸造成形,所用铸造方法以半固态压铸等一些先进的高精度压铸方法为主。半固态压铸技术目前有两种成形工艺:流变成形工艺和触变成形工艺。前者是将液态金属送入特殊设计的压射成形机筒中,由螺旋装置施加剪切使其冷却成半固态浆料,然后进行压铸。后者是将固态金属粒或碎屑送入螺旋压射成形机中,在加热和受剪切的条件下使金属颗粒变成浆料后压铸成形。